
Induktionslöten von Kupferdrähten mit IGBT-Hochfrequenzheizgeräten
Ziel Löten von zwei Kupferdrähten mit vorinstallierten Türmen auf einer Kupferbusschiene
Material Löt-Kupfer / Nickel-Sammelschiene, 2 verzinnte Kupferlitzen, Hartlot
Temperatur 446 ºF (230 ºC)
Frequenz 230 kHz
Ausrüstung • Induktionsheizsystem DW-UHF-6kW, ausgestattet mit einem Fernarbeitskopf mit einem Kondensator von 1.2 μF.
• Eine Induktionsheizspule, die speziell für diese Anwendung entwickelt wurde.
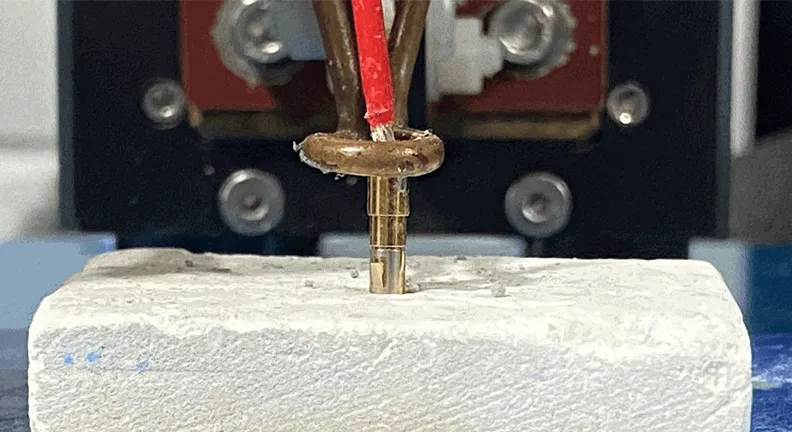
Verfahren Zum Löten der Sammelschienenbaugruppe wird eine geteilte Spiralspule mit vier Windungen verwendet. Die 2 Kupferdrähte werden an die Türme angelegt und 30 Sekunden lang mit Strom versorgt. Der Hartlot wird von Hand den erhitzten Teilen zugeführt und der Hartlot fließt gleichmäßig, wodurch die Verbindung entsteht.
Ergebnisse / Nutzen Die Induktionsheizung bietet:
• Reduzierte Lötzeit
• Gleichmäßige Verteilung der Heizung
• Gemeinsame Konsistenz



