Induktionslötender Messingverbinder im Sonnenkollektor mit IGBT-Induktionsheizung
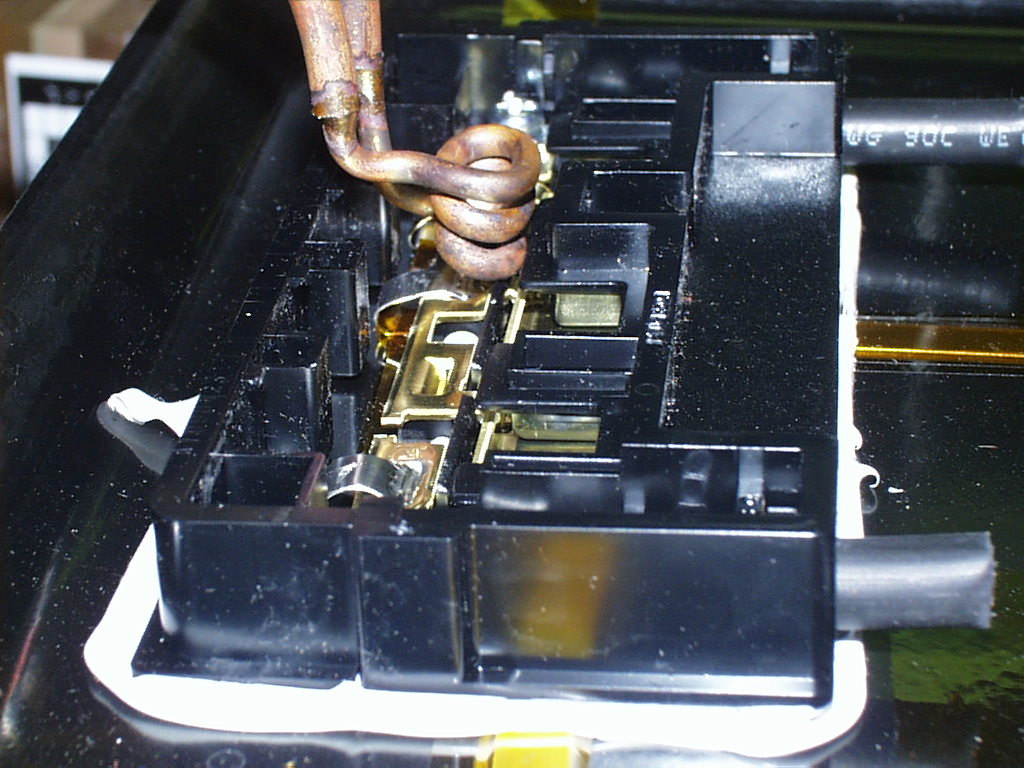
Ziel Löten Sie drei Messingstecker nacheinander in eine Solarpanel-Anschlussdose, ohne die Komponenten in der Anschlussdose zu beeinträchtigen
Material Solarpanel-Anschlussdose, Messingverbinder, Lötdraht
Temperatur 700 ºF (371 ºC)
Frequenz 344 kHz
Ausstattung • DW-UHF-6 kW Induktionsheizsystem, ausgestattet mit einem Fernarbeitskopf mit einem 1.0 μF Kondensator.
• Eine Induktionsheizspule, die speziell für diese Anwendung entwickelt wurde.
Prozess Zum Erwärmen der Steckverbinder wird eine ovale Spiralspule mit drei Windungen verwendet. Ein Stück Lötdraht wird auf den Verbindungsbereich gelegt und jede Verbindung wird 5 Sekunden lang separat erwärmt, um den Verbinder zu löten. Die Gesamtverarbeitungszeit für die drei Verbindungen beträgt 15 Sekunden.
Ergebnisse / Nutzen Die Induktionsheizung bietet:
• Die punktgenaue Erwärmung liefert nur an die Verbindung. wirkt sich nicht auf umgebende Komponenten aus
• Lokale Wärme erzeugt saubere und saubere Fugen
• Erzeugt reproduzierbare Ergebnisse von hoher Qualität
• Gleichmäßige Verteilung der Heizung