Grundlegendes zum Induktionserhitzer für Knüppel bei der Heißformung von Knüppeln

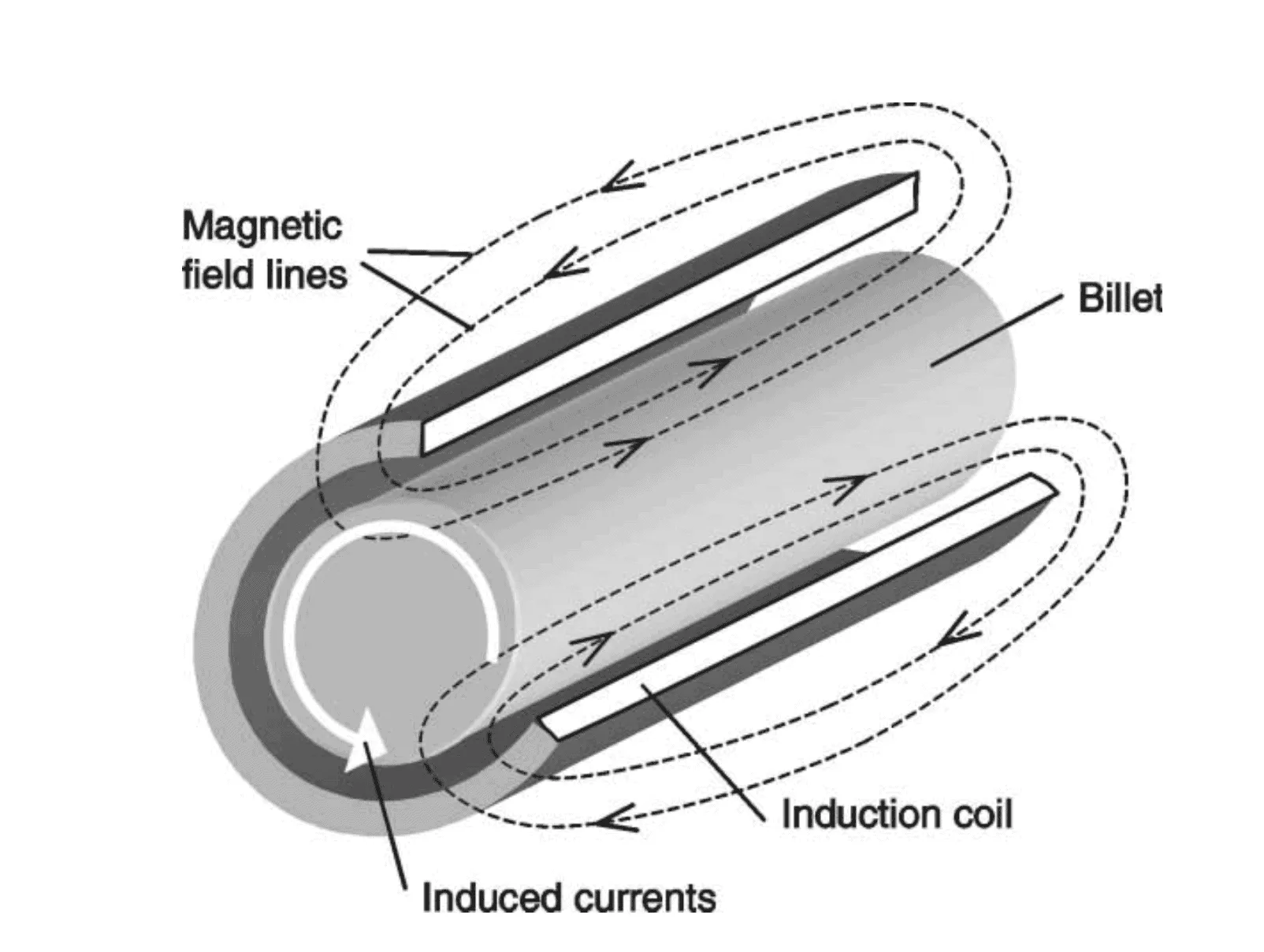
Was ist eine Induktionserwärmung für Knüppel zur Heißformung von Knüppeln? Eine Induktionserhitzer für Knüppel ist ein spezielles Gerät, das bei der Heißformung von Knüppeln verwendet wird. Es nutzt elektromagnetische Induktion, um Metallbarren auf die für die Formgebung erforderliche Temperatur zu erhitzen. Der Prozess der Warmformung von Knüppeln ist ein entscheidender Aspekt der … Lesen Sie weiter