


Induktionshärtende Stahlnockenbaugruppe
Beschreibung
Induktionshärtende Stahlnockenbaugruppe
Zielsetzung : Induktionshärten der Umfang von ¼ ”dicken Stahlnockenbaugruppen
Material: ¼ ”dicke Stahlnockenbaugruppen mit unterschiedlichen Geometrien
Temperatur: 1650 ° C (900 ºF)
Frequenz: 177 kHz
Ausrüstung

DW-UHF-10kW Induktionsheizung, ausgestattet mit einer Fernwärmestation mit einem 1.0 µF-Kondensator und einer Induktionsheizspule, die speziell für diese Anwendung entwickelt wurde
Prozess
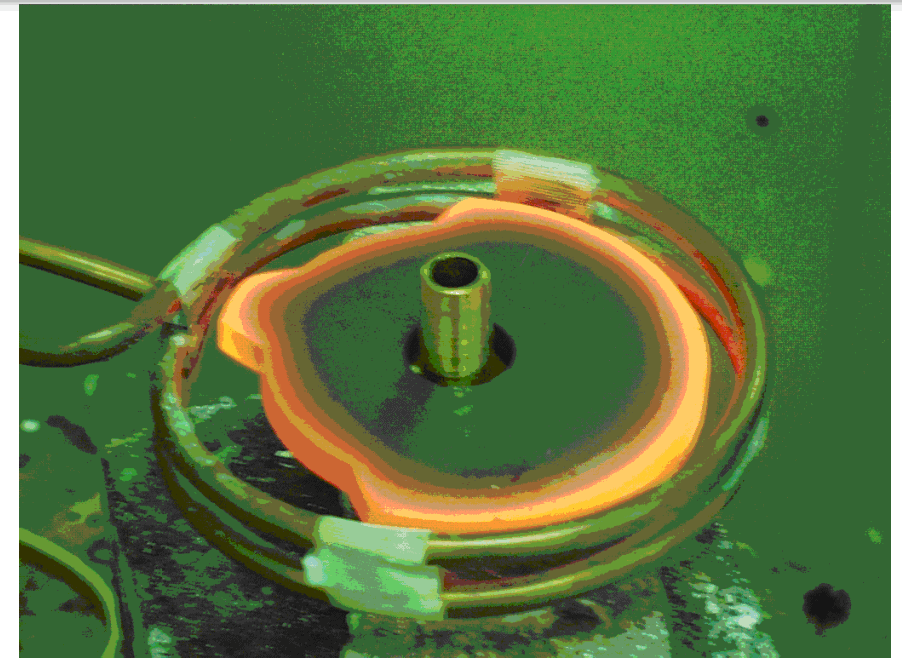
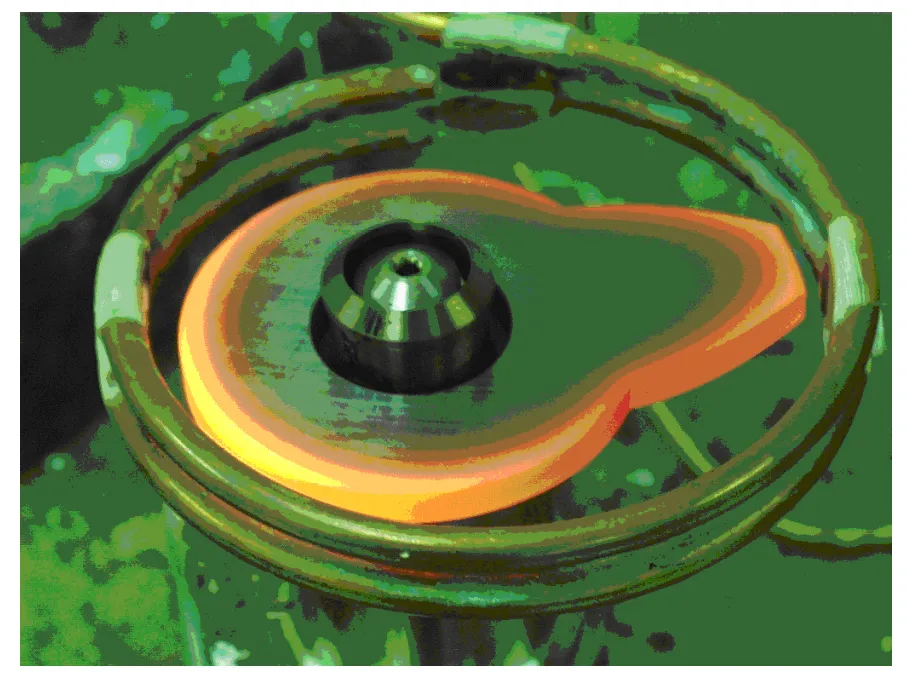
Zum Erhitzen der Nocken wird eine Spiralspule mit zwei Windungen verwendet. Die Heizzeit variiert zwischen 120 und 150 Sekunden. Nach dem Erhitzen werden die Teile in Wasser abgeschreckt.
 Ergebnisse / Vorteile
Ergebnisse / Vorteile
Induktionshärten Die Nockenaußenflächen mit Induktion ergeben:
• Gleichmäßiges Erhitzen für gleichmäßige Ergebnisse
• Eine Spule kann für viele Geometrien verwendet werden
• konsistente Ergebnisse von Stück zu Stück
Es gibt Tausende von sehr erfolgreichen Induktionshärtemaschinen die Millionen von Teilen produzieren, die an verschiedene Industriesegmente geliefert werden. Zu den Komponenten, die routinemäßig einer Induktionshärtung (IH) unterzogen werden, gehören Teile wie Nockenwellen, Kurbelwellen, Zahnräder, Kettenräder, Getriebewellen, Kugelbolzen, Stifte, Zahnstangen, Radspindeln, Lagerlaufringe, Befestigungselemente, Arbeitswerkzeuge und Schienenschuhe für die Erdung Maschinen bewegen - die Liste ist im Wesentlichen endlos. Als Beispiel zeigt Abbildung eine kleine Anordnung von Geometrien, die routinemäßig induktionsgehärtet werden.




