Induktionsoberflächenhärtender Stahlbeschlag
Beschreibung
Induktionsoberflächenhärtende Stahlarmatur auf 1600 ºC (871 ºF) für eine Härtungsanwendung
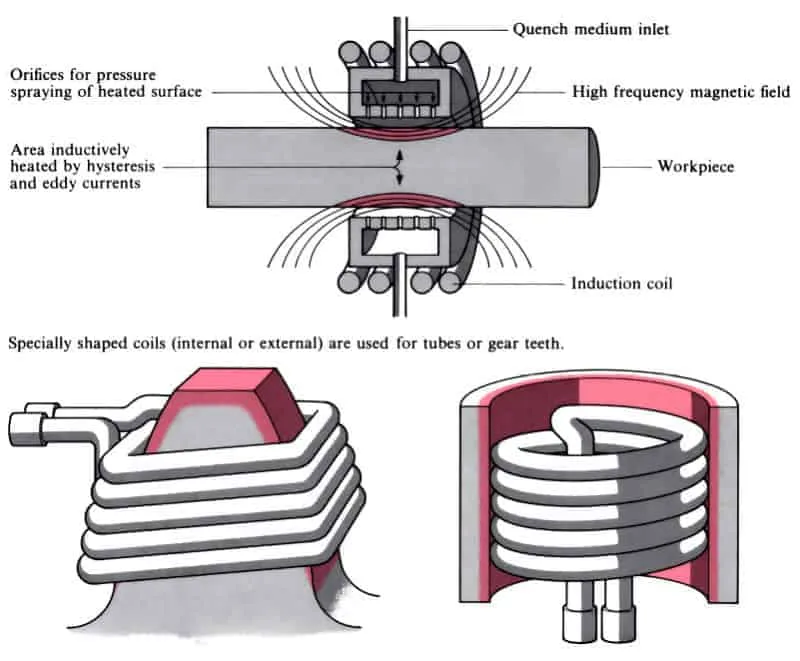
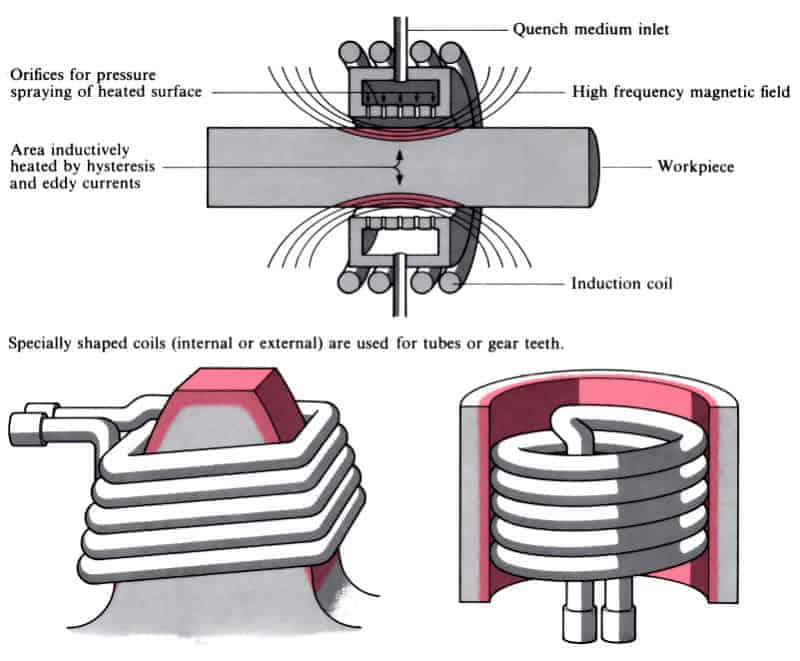
Induktionsoberflächenhärtende Stahlarmatur für einen Hersteller von bearbeiteten Teilen wird normalerweise durch Induktionserwärmung durchgeführt. Die wichtigsten technischen Parameter sind Oberflächenhärte, lokale Härte und effektive Tiefe der gehärteten Schicht.

Material: Stahlbeschläge (0.75 mm Durchmesser)
Temperatur: 1600 ºF (871 ºC)
Frequenz: 368 kHz
Ausrüstung:
-DW-UHF-10kW Induktionsheizsystem Ausgestattet mit einer Fernwärmestation mit zwei 1.0 μF Kondensatoren
- Eine spiralförmige Induktionsheizspule mit drei Windungen, die speziell für diese Anwendung entwickelt wurde
Das Induktionsheizspule Design ermöglichte es, das Teil von unten in die Heizschlange zu heben. Das Design wurde auch entwickelt, um sicherzustellen, dass es im aktuellen Setup des Kunden gut funktioniert. Erste Tests wurden mit temperaturanzeigenden Farben durchgeführt, um die Gleichmäßigkeit des Heizmusters und die Heizgeschwindigkeit zu bewerten. Mit einem guten Erhitzungsmuster wurden die Proben in Zeitintervallen von 1.0, 1.25 und 1.5 Sekunden verarbeitet. Die Proben wurden nach dem Erhitzen in eine Wasserabschreckung getropft, um den Härtungsprozess abzuschließen.

Ergebnisse / Vorteile
Geschwindigkeit: Die Armatur wurde in weniger als zwei Sekunden erhitzt
Effizienz: Die Induktion verbraucht weniger Energie als herkömmliche Heizmethoden
Fußabdruck / Design: Induktionsheizung kann implementiert werden, während bescheidene Grundfläche beansprucht wird, und das Spulendesign passt in die Betriebsanordnung des Kunden