Induktions-Schrumpffitting für Einsätze mit IGBT-Schrumpfgerät
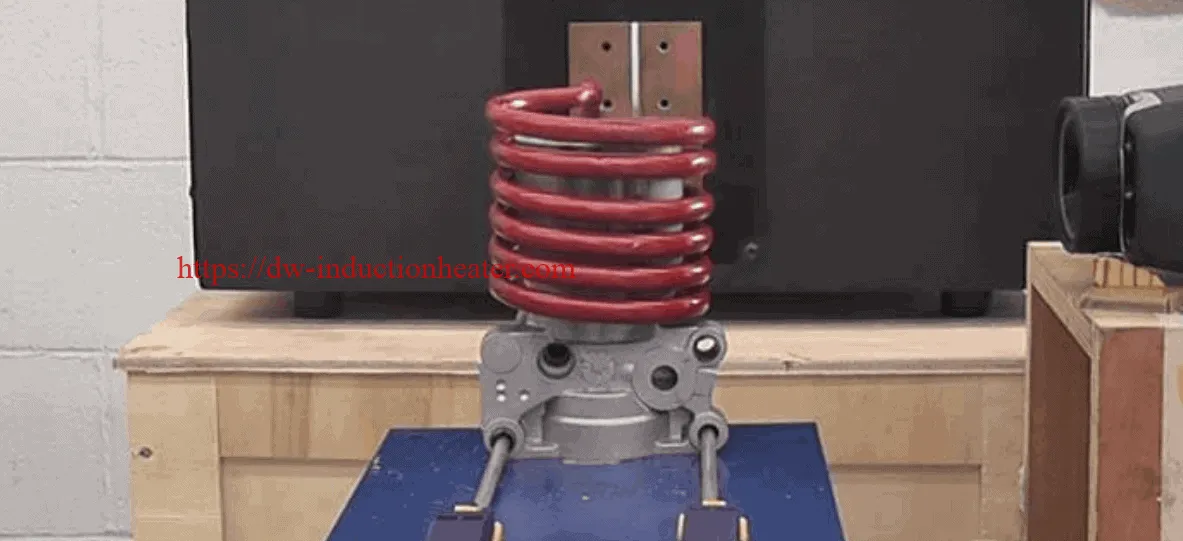
Ziel: Erwärmen eines Aluminium-Kraftstoffpumpengehäuses mit den Abmessungen 8 "x 4 1/2" x 3 1/2 "auf 3750F, wodurch Stahlteile eingesetzt werden können. Gegenwärtig werden die Gehäuse in einem Heißluftofen über eine Stunde lang erhitzt. Die Bereiche, in denen Stahlteile eingesetzt werden sollen, haben einen Durchmesser von 1.5 Zoll und 0.6875 Zoll. Darüber hinaus dauert der Einfügevorgang etwas mehr als eine Minute, sodass 3750F für eine Minute beibehalten werden sollte
Zeitraum, um den Vorgang abzuschließen.
Material: Aluminiumpumpengehäuse mit den Maßen 8 "x 4 1/2" x 3 1/2 "
Einlegeteile aus Stahl.
Temperatur: 3750F
Anwendung: Mit dem Festkörper-Induktionsnetzteil DW-HF-25 mit 25 kW Leistung wurden die folgenden Ergebnisse erzielt.
- 3750F wurde in einer (1) Minute erreicht, um das Einsetzen zu ermöglichen.
- 20 Gehäuse wurden erfolgreich mit einer rechtwinkligen Pfannkuchenspule mit fünf (5) Umdrehungen erhitzt.
Ausrüstung: Ameritherm SP 25, Festkörper-Induktionsstromversorgung mit 25 kW Leistung, einschließlich einer (1) Fernwärmestation mit vier (4) Kondensatoren von insgesamt 1.0 μF und einer rechtwinkligen Pfannkuchenspule mit fünf (5) Umdrehungen aus 3/16 Zoll Kupfer Tube.
Frequenz: 80 kHz




