Induktionserwärmung Schrumpfstahlflansch
Beschreibung
Schrumpfstahlflansch mit Induktionserwärmung und IGBT-Heizung
Ziel Zum Erhitzen des Stahlflansches für die Schrumpfanwendung. Das Erreichen der gewünschten Temperatur führt zu einer ausreichenden Ausdehnung, um das Anbringen des Flansches über einer Graphitdichtung zu ermöglichen.
Material Graphitdichtung Stahlflansch mit einem Durchmesser von 1 mm (25.4 Zoll)
Temperaturanzeige Farbe
Temperatur 700 ° F (370 ° C)
Frequenz 206 kHz
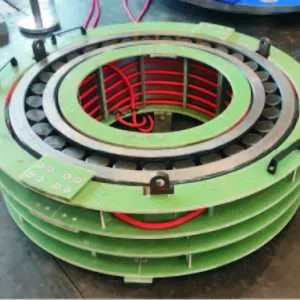
Ausrüstung DW-UHF-4.5 kW, Festkörper-Induktionsstromversorgung mit 150-400 kHz, ausgestattet mit einer Fernwärmestation mit einem 0.66 μF-Kondensator.
Eine Helix-Induktionsheizspule mit drei Windungen, die speziell für diese Anwendung entwickelt wurde.
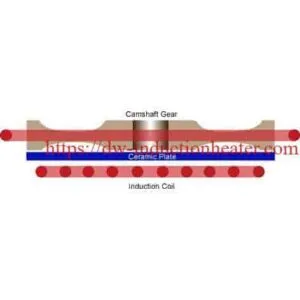
Prozess Das Teil wird in die Induktionsheizspule eingelegt und die Spule wird mit Strom versorgt, bis sich der Stahl erwärmt. Dies wird durchgeführt, um die Zeit bis zur Temperatur und das Heizmuster auf dem Teil zu bestimmen.
Die Verbundbaugruppe erwärmt sich gleichmäßig und erreicht in 700-370 Sekunden 10 ° C (12 F).
Ergebnisse / Vorteile Wenn der Stahl die gewünschte Temperatur erreicht, rutscht er leicht auf den Graphit.
Zu den Vorteilen gehört eine gleichmäßige, präzise Erwärmung mit schnellen Aufheizzyklen.