Hartlot-Wärmetauscher
Beschreibung
Ziel
Induktionslöt-Kupferrohr der Wärmetauscherbaugruppe unter Verwendung einer stationären C-Spule oder eines U-förmigen Induktionsheizsystems.
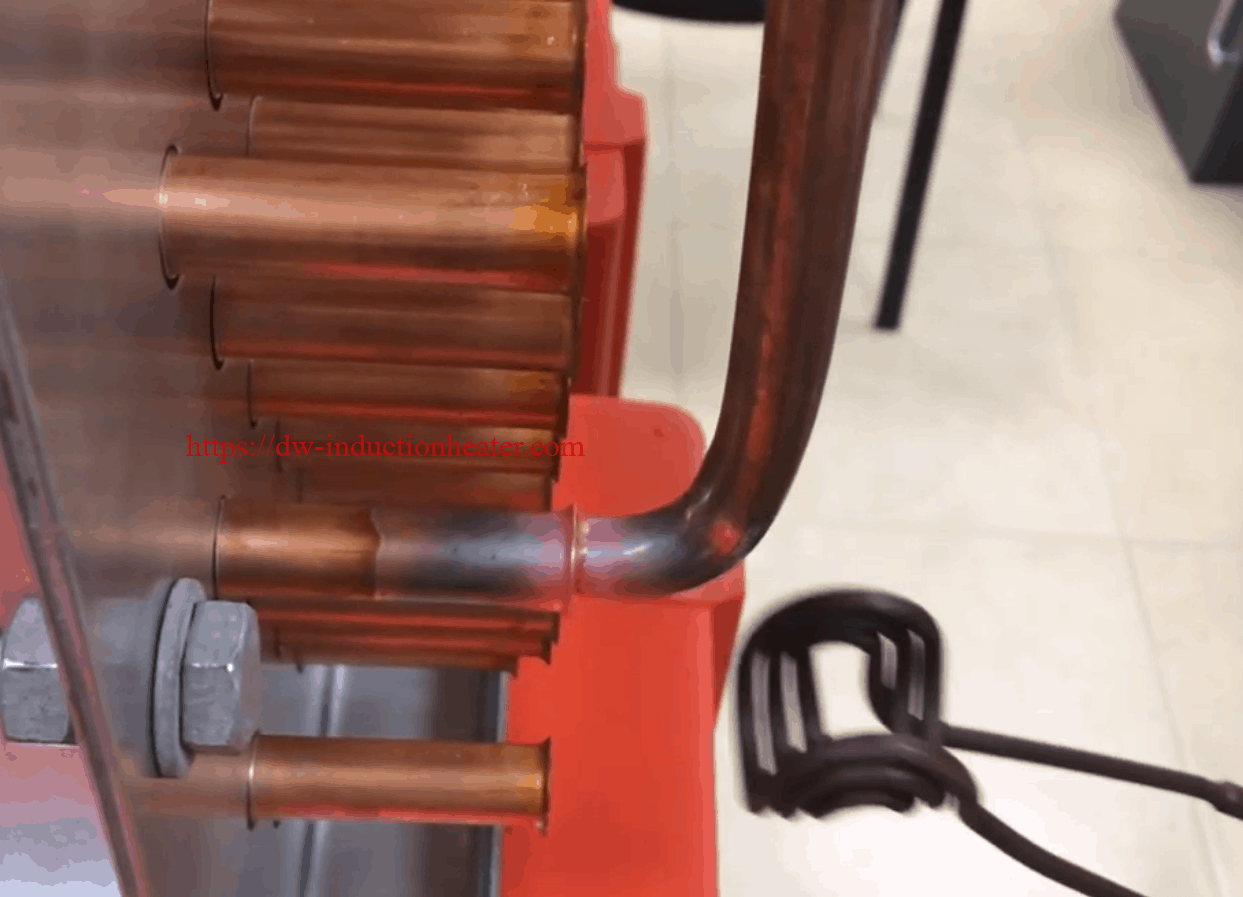
Die Zielgeschwindigkeit für die Montage aller 6 Gelenke betrug 30 Sekunden oder ungefähr 5 Sekunden pro Gelenk.
Die Anforderung bestand darin, alle Verbindungen im Inneren des Gehäuses zu verlöten, ohne die Kunststoffabdeckungen zu beeinträchtigen.
Ausrüstung
DWS-20 Handinduktionslötmaschine

Materialien
• Kupferrohr
• Lötflussmittel
Parameter
Temperatur: Ungefähr 1292 ° F (700 ° C)
Leistung: 15 kW
Zeit: 5 Sek. Pro Gelenk

Verarbeiten:
Die benutzerdefinierte Spule in U-Form eignet sich zum Induktionslöten von benutzerdefinierten Proben.

Ergebnisse / Vorteile:
Vor dem Induktionslöten von Kupferrohren verwendete der Kunde Flammenlöten und musste die Verbindungen außerhalb des Gehäuses hartlöten.

Mit der Induktionslötenkonnten sie folgende Vorteile erzielen:
- Hartlot im Gehäuse
- Verbessern Sie die Produktivität des Lötvorgangs
- Präzise Kontrolle von Zeit und Temperatur
- Sicheres Heizen ohne offene Flammen
- Höhere Energieeffizienz







